日本語
日本語 中文
中文 English
English


KG的规格齿轮准备了丰富种类的齿数,齿宽,齿孔。用于对应广泛客户的需求。
但是为了更加准确的满足客户需求,我们也进行对规格齿轮追加工。
努力做到把符合客户需求的齿轮,以短货期,低成本提供给客户。
追加工齿轮可以从1个开始。
我们努力根据客户的要求进行追加工。
可以通过提示贵公司的图纸与我们进行沟通和联系。
以下内容为一般举例。并非保证其结果。所以如果有不明处请务必于协育齿轮工业联系。
追加工前的注意事项:
| 1, | 追加工要在合理范围内,要记住追加工做一次,精度大致就会降低一级。 |
| 2, | 如果齿轮过小,高频热处理会透过齿部影响到齿轮中心部的钢铁结构,造成齿孔,螺纹孔,轮毂等部位追加工困难。 |
| 3, | 如果进行高频热处理,对离齿部较远的部分不太会产生影响,可以容易进行加工。 |
| 4, | 进行渗碳热处理加工时,虽然对很多部分进行防碳处理,但是还是会在广范围造成材料 硬度的提高。 |
| 所以容易造成追加工困难。 | |
| 5, | 对小模数的齿轮,追加工热处理,容易造成齿的溶化,使其不能作为齿轮使用。 |
| 6, | 关于齿轮,齿条的追加工。通常说法是要离齿根部大概3.5×模数的距离,才比较安全。 |
| 7, |
具体追加工需要考虑很多因素。在这里简单剧例。主要目的是给大家大概的概念和知识。 |
|
至于具体制作时,需要具体考虑和计算。 |
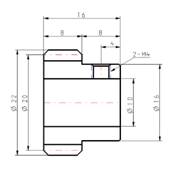
对规格齿轮的追加工案例
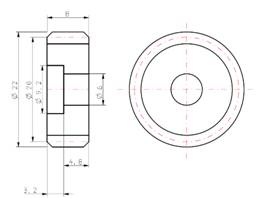
1,增加齿孔直径
注意点:作为齿轮界的通常说法,齿孔直径最多只能达到轮毂直径的60%或70%。
否则会严重影响齿轮强度。
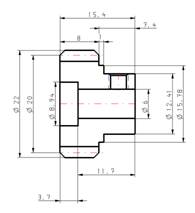
2,在齿孔形成台阶
注意点:各部分台阶的连接处可能需要退刀槽。
3,可以在齿轮的轮毂形成台阶。
注意点:齿轮材质厚度不能过薄。精度容易失去控制。
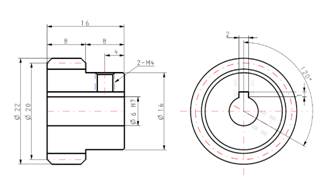
4,可以追加键槽和螺纹孔。
注意点:最好是JIS齿轮相应的螺纹孔和键槽。如果是其他规格,可能发生超出预料的费用。
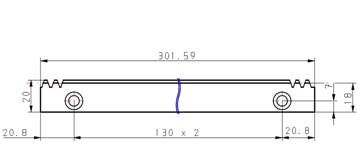
5,对齿条可以进行安装孔,定位孔的设置。
注意点:加工孔不得过于接近齿根部分。这些会造成齿条的精度下降。